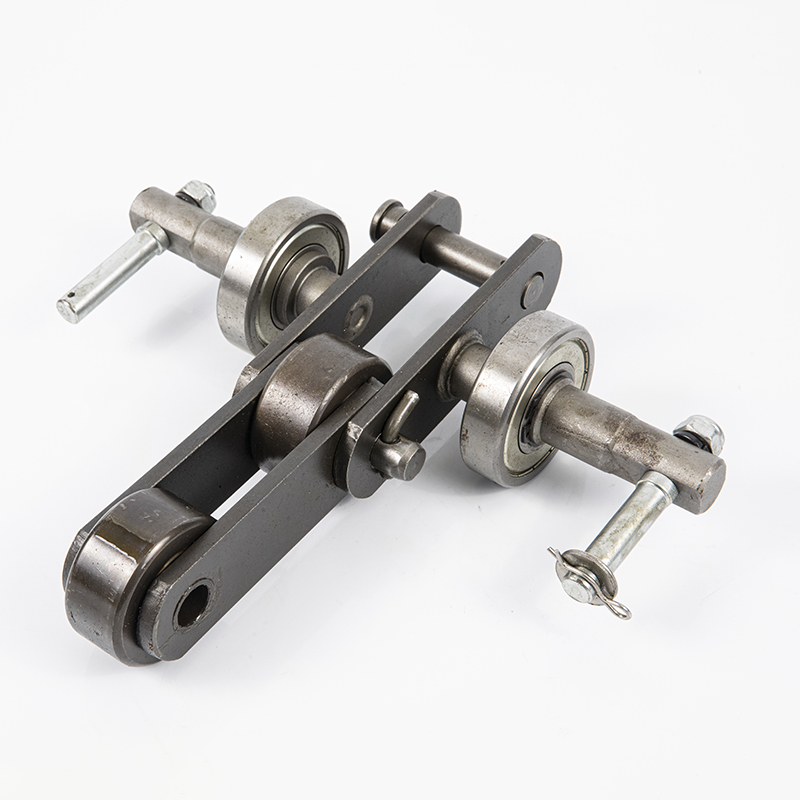
Catena di trasporto a rulli singoli per linea di produzione di guanti

La catena di trasporto è identica alla catena di trasmissione. Anche la catena di trasporto di precisione è composta da una serie di cuscinetti, fissati saldamente alla piastra della catena, e il rapporto di posizionamento tra loro è molto preciso.
Ogni cuscinetto è costituito da un perno e da una bussola su cui ruotano i rulli della catena. Sia il perno che la bussola sono sottoposti a trattamento di tempra superficiale, che consente giunzioni a cerniera sottoposte a pressioni più elevate e può resistere alla pressione di carico trasmessa dai rulli e all'impatto durante l'innesto. Le catene di trasporto di varie resistenze hanno una serie di passi di catena diversi: il passo della catena dipende dai requisiti di resistenza dei denti del pignone e dai requisiti di rigidità della piastra della catena e della catena in generale. Se necessario, può essere rinforzato. La bussola può superare il passo nominale della catena, ma è necessario lasciare uno spazio tra i denti dell'ingranaggio per rimuoverla.
Gestione dei problemi:
La deviazione del nastro trasportatore è uno dei guasti più comuni durante il funzionamento. Le cause possono essere molteplici, ma la causa principale è la scarsa precisione di installazione e la scarsa manutenzione giornaliera. Durante l'installazione, i rulli di testa e di coda e i rulli intermedi devono essere il più possibile sulla stessa linea centrale e paralleli tra loro per garantire che il nastro trasportatore non subisca flessioni o flessioni minime.
Inoltre, le giunzioni delle cinghie devono essere corrette e i perimetri su entrambi i lati devono essere gli stessi.
In caso di deviazione durante l'uso, è necessario effettuare i seguenti controlli per determinarne la causa e apportare le opportune modifiche. Le parti e i metodi di trattamento delle deviazioni del nastro trasportatore che vengono frequentemente controllati sono:
(1) Verificare il disallineamento tra la linea mediana orizzontale del rullo e la linea mediana longitudinale del nastro trasportatore. Se il valore di non coincidenza supera i 3 mm, è necessario utilizzare i fori di montaggio lunghi su entrambi i lati del gruppo rulli per regolarlo. Il metodo specifico consiste nel verificare quale lato del nastro trasportatore è polarizzato, quale lato del gruppo rulli si muove in avanti nella direzione del nastro trasportatore o l'altro lato si muove all'indietro.
(2) Verificare il valore di deviazione dei due piani della sede del cuscinetto del telaio di testa e di coda. Se la deviazione dei due piani è maggiore di 1 mm, i due piani devono essere regolati sullo stesso piano. Il metodo di regolazione del rullo di testa è il seguente: se il nastro trasportatore devia verso il lato destro del rullo, la sede del cuscinetto sul lato destro del rullo deve spostarsi in avanti o la sede del cuscinetto sinistro deve spostarsi all'indietro; la sede del cuscinetto sul lato sinistro del tamburo deve spostarsi in avanti o la sede del cuscinetto sul lato destro deve spostarsi all'indietro. Il metodo di regolazione del rullo di coda è esattamente l'opposto di quello del rullo di testa.
(3) Controllare la posizione del materiale sul nastro trasportatore. Se il materiale non è centrato sulla sezione trasversale del nastro trasportatore, il nastro stesso ne subirà una deviazione. Se il materiale devia verso destra, il nastro devierà verso sinistra e viceversa. Il materiale deve essere centrato il più possibile durante l'uso. Per ridurre o evitare la deviazione di questo tipo di nastro trasportatore, è possibile aggiungere una piastra deflettrice per modificare la direzione e la posizione del materiale.